磨料磨具的六种抛光方法详解
发布于 2021-03-20
磨料磨具的6种抛光方法如下: 1、机械抛光:机械抛光是靠切削材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸,砂带,尼龙轮等,以手工操作为主,特殊零件如回转体表面,可使用转台等...
阅读(677)
发布于 2021-03-20
磨料磨具的6种抛光方法如下: 1、机械抛光:机械抛光是靠切削材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸,砂带,尼龙轮等,以手工操作为主,特殊零件如回转体表面,可使用转台等...
阅读(677)
发布于 2021-03-20
有关操作中,用于悬挂工件并将电流导致工件的框架。挂具的形式很多,有能适用几种常见零件的通用挂具,也有为大批量零件专用的挂具。对于几何形状复杂的镀件,有的要配备辅助阳极、辅助阴极或屏蔽板等。铝阳极氧化、塑料电镀使用的挂具表面非接点部位要有良好的绝缘层。自...
阅读(493)
发布于 2021-03-20

1.指将塑件从型芯上脱出时所需克服的阻力。 ?成型收缩的包紧力 ?不带通孔的壳体类塑件的大气压力 ?机构运动的摩擦力 ?塑件对模具的粘附力 2.影响脱模力的因素: ?型芯成型部分的表面积及其形状 ?收缩率及摩擦系数 ?塑件壁厚和包紧型芯的数量 ?型芯表面粗糙度 ?成型工艺:P注、...
阅读(1104)
发布于 2021-03-20
浇口位置对流动熔料前沿的形状和保压压力的效果都起着决定性作用,因此也决定了模制零件的强度和其它性能。 鉴于浇口的位置通常是同注塑零件设计人员和模具设计人员指定的,因此本文特别为这些人员而撰写。不过,注塑加工厂商也应从计划阶段开始参与,以避免出现那些可以预见的问题。 浇口位置不当可...
阅读(470)
发布于 2021-03-20

在射出成形中,射出於模具内之熔融材料温度,一般在150~350℃之间,但由於模具之温度一般在40~120℃之间,所以成形材料所带来的热量会逐渐使模具温度升高。另一方面,由於加热缸之喷嘴与模具之注道衬套直接接触,喷嘴处之温度高於模具温度,亦会使模具温度上...
阅读(413)
发布于 2021-03-20
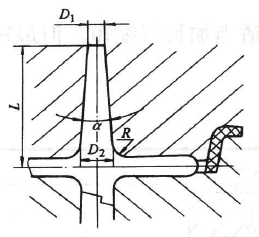
主浇道轴线一般位于模具中心线上,与注射机喷嘴轴线重合。在卧式和立式注射机注射模中,主浇道轴线垂直于分型面(见图1),主浇道断面形状为圆形。在直角式注射机用注射模中,主浇道轴线平行于分型面(见图2 ),主浇道截面一般为等截面柱形,截面可为圆形、半圆形、椭...
阅读(483)
发布于 2021-03-20

塑料在模具型腔凝固形成塑件,为了将塑件取出来,必须将模具型腔打开,也就是必须将模具分成两部分,即定模部分和动模部分,而定模和动模相接触的面称为分型面。 分型面是指将模具的各个部分分开以便于取出成型品的界面,也就是各个模具元件例如上模、下模、滑块等的接触...
阅读(810)
发布于 2021-03-20
对再生料来说,用肉眼或是一些简单的方法,像是用熔点测试仪,就能够分出来高温PET和低温PET。 点火燃烧时,拉丝,拉长以后把丝拉断,如果断丝能卷成好几卷,说明熔点正常,越多说明越高。 另外在点火时,如果熔化得很快,说明熔...
阅读(562)
发布于 2021-03-20
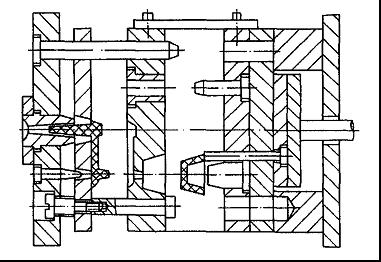
1 引言 点浇口模具是制品成型中常见的结构形式, 采用点浇口制品表面浇口痕迹小, 脱模时能自动切断浇注系统凝料。常见的点浇口模具结构如图1 所...
阅读(461)
发布于 2021-03-20

一 塑料的定义及组成 塑料的主要成分是树脂,是以树脂为主要成分的高分子有机化合物,简称高聚物。在一定温度和压力下具有可塑性,可利用模具成型为一定几何形状和尺寸的塑料制件。主要有天然树脂和合成树脂。天然树脂,其特点,是无明显的熔点,受热后逐渐软化,可溶解于有机溶剂,而不溶解于水。如...
阅读(470)
发布于 2021-03-20

一 塑料成型 塑料成型是利用塑料特有物理性能或化学性能,通过塑压设备,在模具上成型具有一定形状、尺寸和力学性能塑料制品的方法。 塑料模具 是指用于成型塑料制件的模具。一副好的注射模寿命可成型上百万次(107),一副好的压缩模大约能成型25万次(106)。当然,...
阅读(572)
发布于 2021-03-20
一 注射成型原理及特点 注射成型主要应用于热塑性塑料。以螺杆式注射机为例,图2-1所示注射成型原理是将颗状或粉状塑料从注射机的料斗送进料筒中,在料筒内经加热熔化呈流动状态后,在柱塞或螺杆的推动下,通过料筒前端的喷嘴以较快的速度注入温度较低的闭...
阅读(503)
发布于 2021-03-20
压缩成型又称为压塑成型、压制成型等,是将粉状或松散粒状的固态塑料直接加入到模具中,通过加热、加压的方法使它们逐渐软化熔融,然后根据模腔形状成型、经固化成为塑件,主要用于成型热固性塑料。与注射模相比,压缩模没有浇注系统,使用的设备和模具比较简单,主要应用...
阅读(539)
发布于 2021-03-20
压注成型又称传递成型,是在压缩成型基础上发展起来的一种热固性塑料的成型方法,能成型外形复杂、薄壁或壁厚变化很大、带有精细嵌件的塑件。压注成型与压缩成型有许多共同之处,压注模与压缩模的型腔结构、脱模机构、成型零件的结构及计算方法、加热方式等也基本相同,两...
阅读(569)
发布于 2021-03-20
挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其...
阅读(616)