塑料模具设计教程_8-8电线电缆挤出成型机头
发布于 2021-03-20
电线与电缆的应用非常广泛,它们是通过挤出成型的方法在挤出机头上成型出来的。在单股或多股金属芯线外面包覆一层塑料作为绝缘层,所得到的挤出制品就是电线;在一束互相绝缘的导线或不规则的芯线上包覆一层塑料绝缘层,所得到的挤出制品即为电缆。挤出电线和电缆的机头与管材机头结构相似,但由于电线...
阅读(551)
发布于 2021-03-20
电线与电缆的应用非常广泛,它们是通过挤出成型的方法在挤出机头上成型出来的。在单股或多股金属芯线外面包覆一层塑料作为绝缘层,所得到的挤出制品就是电线;在一束互相绝缘的导线或不规则的芯线上包覆一层塑料绝缘层,所得到的挤出制品即为电缆。挤出电线和电缆的机头与管材机头结构相似,但由于电线...
阅读(551)
发布于 2021-03-20

基本设计守则 加强筋在塑胶部件上是不可或缺的功能部份。加强筋有效地如『工』字铁般增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字铁般出现倒扣难於成型的形状问题,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。此外,加强筋更可充当内部流...
阅读(560)
发布于 2021-03-20
大型压铸模要求高可靠性和长寿命,与压铸机、压铸工艺有机结合为一个有效的铸件生产系统,优化压铸模具设计、提高工艺水平,为压铸生产提供可靠保证,是大型压铸模设计所追求的方向。 压铸模具结构 通常压铸模具的基本结构包含:融杯、成形镶块、模架、导向件、抽芯机构、推出机构以及热平衡系统...
阅读(412)
发布于 2021-03-20
模制的玻璃钢制品质量的好坏,除了和工厂工人的整体技术素质以外,最重要的要数模具质量和使用寿命。国内生产的玻璃钢模具从结构上来说是不错的,可以同其它工业化国家相比,然而玻璃钢模具的表面质量一般较差,除了国内的模具树脂和制备模具的工具设备方面的缺陷外,多数...
阅读(515)
发布于 2021-03-20
模具是国民经济的基础工业,模具工业的发展水平从某种意义上来说代表着一个国家的工业发展水平。我国重点发展的汽车、电子、通讯、航空航天等行业的产品有80%以上的零部件是由模具加工成型的。由于模具自身的特点,现代模具企业大多体现出技术密集、资金密集和高素质劳...
阅读(441)
发布于 2021-03-20

整体要求: 1. 模胚:采用“LKM”模架。 2. 导柱倒装(前模导柱,后模导套)。 3. 面板和A板之间必须有两枚管钉作管位。 4. 顶针板必须要有导柱(即中托司)。 5. 钢材:常用加硬材料:LKM2083、LKM2344、LKM2767.一般加硬至52~54HRC。 6. ...
阅读(457)
发布于 2021-03-20

在高速冲压中,既要防止冲孔废料向下落料不畅的问题,也要预防冲孔废料向上回跳问题。冲孔废料回跳到凹模表面上来,会对冲压件表面产生不良压痕,或随条料进给到后道工序,引发叠片冲压的碰刃口事故,加快模具刃口的磨损速度,影响模具总体寿命。 &nbs...
阅读(673)
发布于 2021-03-20
1 零件及原工艺分析 图1所示零件为我厂产品搅拌机底盘上用的槽钢,加工缺口后搭接锁紧装焊,工艺上要求保证该零件下料时的长度和缺口尺寸以便于下道工序的装焊。我厂生产该零件的原工艺如下: 图1 槽钢零件图 &...
阅读(551)
发布于 2021-03-20
1、手机之卡勾的设计问题 卡勾以前是打通的(如图1),这样导致强度不够,容易破裂,ALT(Accelerate Life Test)时无法通过,现在改成封闭式(如图2),加上0.3mm的肉厚,这对于强度有相当大的帮助。 &n...
阅读(480)
发布于 2021-03-20

各种常用塑料件的脱模斜度推荐值 塑 料 件 种 类 脱模斜度α 热固性塑料压塑成型 1°~1°30′ 热固性塑料注射成型 20′~1° 聚乙烯、聚丙烯、软聚氯乙烯 30′~1° ABS、改性聚苯乙烯、尼龙、聚甲醛...
阅读(751)
发布于 2021-03-20
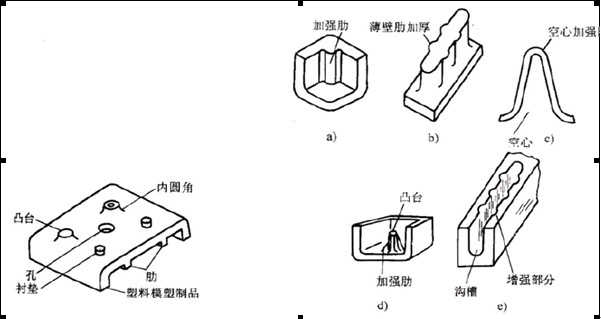
1.加强筋的作用 (1) 在不加大制品壁厚的条件下,增强制品的强度和刚性,以节约塑料用量,减轻重量,降低成本。 (2) 可克服制品壁厚差带来的应力不均所造成的制品歪扭变形。 (3) 便于塑料熔体的流动,在塑料制品本体某些壁部过薄处为熔体的...
阅读(711)
发布于 2021-03-20

(1) 用高度较低、数量稍多的筋代替高度较高的单一加强筋,避免厚筋底冷却收缩时产生表面凹陷。当筋的背面出现凹陷影响美观时,可采用装饰结构予以遮掩。 (2) 筋的布置方向最好与熔料的充填方向一致。 (3)&...
阅读(671)
发布于 2021-03-20

确定合适的制品壁厚是制品设计的主要内容之一。 1、 制品壁厚的作用 (1) 使制品具有确定的结构和一定的强度、刚度,以满足制品的使用要求。 (2) 成型时具有良好的流动状态(如壁不能过薄)以及充填和冷却效果(如壁不能太厚)...
阅读(534)
发布于 2021-03-20
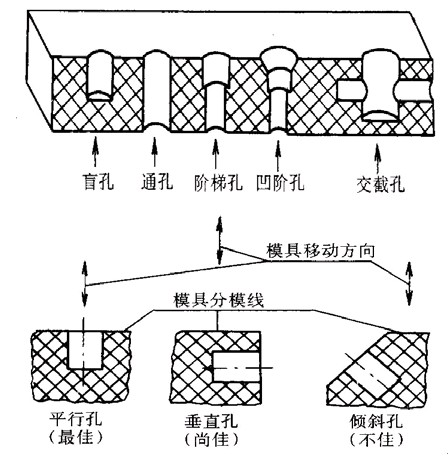
孔的形式很多,主要可分为圆形孔和非圆形孔两大类。 根据孔径与孔深度的不同,孔可用下述方法成型: (1) 一般孔、浅孔,模塑成型。 (2) 深孔,先模塑出孔的一部分深度,其余孔深用机械加工(如钻孔)获得。 (3) 小径深...
阅读(441)
发布于 2021-03-20
(一)人员精简,“瘦”型管理 欧美模具企业大多数规模不大,员工人数超过百人的较少,许多模具企业人数一般都在20~50人。企业各类人员的配置十分精简,一专多能,一人多职,企业内部看不到闲人。精益生产、“瘦”型管理的思想得到了较好的体现。 (二)采用专业化,产品定位准 许多模...
阅读(427)