塑料模具排气系统设计
发布于 2021-03-20

排氣系統 在註射以及合模過程中﹐必須及時將模具中多余的氣體排出﹐保証产品質量及合模的順暢。 排氣系統包括﹕产品排氣﹑導套排氣。對于細水口模﹐還包括尼龙螺絲排氣等。 1.1产品排氣 1.1.1分型面排氣 一般設置于型腔周圍﹐但...
阅读(436)
发布于 2021-03-20
排氣系統 在註射以及合模過程中﹐必須及時將模具中多余的氣體排出﹐保証产品質量及合模的順暢。 排氣系統包括﹕产品排氣﹑導套排氣。對于細水口模﹐還包括尼龙螺絲排氣等。 1.1产品排氣 1.1.1分型面排氣 一般設置于型腔周圍﹐但...
阅读(436)
发布于 2021-03-20

8.1 撐頭 2525以上模胚﹐原則上要求加撐頭﹐保証模具強度足夠。小模撐頭比C板高0.1mm, 大模撐頭比C板高0.2mm,撐頭一般規格為?25﹑?30﹑?35﹑?45﹑?50﹐撑头單邊避空1.0mm. 8.2 垃圾釘 垃圾釘種在底板上﹐回針底各有一粒﹐每隔100-150以上加...
阅读(479)
发布于 2021-03-20
一、出图要求(标准格式) 所有需打印的图纸均采用“STD”打印格式,各图纸出图要求分述如下: (1).排位图 1) 用排位图框(PW2X40;PWA0;PWA1)和排位图标注格式。 2) ...
阅读(751)
发布于 2021-03-20
1.根据模胚尺寸,产品质量等参数确定注射机规格,参照《注射机一览表》,同时要注意校核注射机最厚距离及顶针行程等参数,以免产生矛盾。 2.大型模具一般要求进行锁模力计算和校核.方法如下: a>: 公式: Fs = PqAf 或 Fs=KyPzAf(N) 注: Af: ...
阅读(438)
发布于 2021-03-20
模具材料的選擇與成型制品的尺寸精度﹑外觀質量﹑模具強度﹑模具壽命等關系密切﹐有時考慮到加工工藝性﹐也對模具材料有一定限制。 一)常用模具材料 常用模具材料有S136H﹑718H﹑GS-738﹑PAK90、8407﹑黃...
阅读(444)
发布于 2021-03-20

細水口模設計 細水口模又稱三板式模,其主要特点是在取出制品的同時﹐將之與流道廢料分離﹐因此﹐其定模部分也必須進行分型。 一) 細水口模主要用來成型下列制品。 1.一模一腔要求側澆口進膠。如果采用大水口模則要麼加大模胚﹐造成浪費﹐要么唧咀嚴重偏...
阅读(533)
发布于 2021-03-20
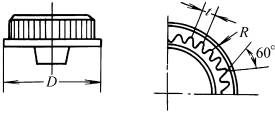
塑料件周边凸凹纹尺寸 塑件直径/mm 凹 凸 纹 尺 寸 t R ≤18 1.2~1.5 0.2~0.3 18~50 1.5~2.5 0.3~0.5 50~80 2.5~3.5 0.5~0.7 >80~120 3.5~4.5 0.7~1.0 ...
阅读(427)
发布于 2021-03-20

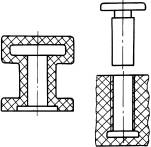
镶嵌金属件 图 例 说 明 不合理 合 理 改进后,嵌件埋入深度大于凸起高度,以保证足够的强度;另嵌件周围圆...
阅读(455)
发布于 2021-03-20

加强肋设计 图 例 说 明 不合理 合 理 改进...
阅读(558)
发布于 2021-03-20
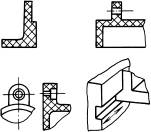
避免应力集中 图 例 说 明 不合理 合 理 改进后,采用圆角过渡;改进后,无法采用圆角过渡的直线导轨,利用卸载槽减低应力集中 改进后,...
阅读(621)
发布于 2021-03-20
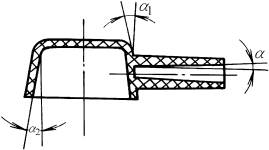
各种常用塑料件的脱模斜度推荐值 塑 料 件 种 类 脱模斜度α 热固性塑料压塑成型 1°~1°30′ 热固性塑料注射成型 20′~1° 聚乙烯、聚丙烯、软聚氯乙烯 30′~1° ABS、改性聚苯乙烯、尼龙、聚甲醛、氯化聚醚、聚苯醚 40′~1°30′ 聚碳酸酯、聚砜、硬聚...
阅读(657)
发布于 2021-03-20
避免隐藏结构 图 例 说 明 不合理 合 理 改...
阅读(410)
发布于 2021-03-20
塑料模具种类比较多,即使同一类模具,由于成形塑料种类不同,开头和精度要求不同,装配方法也不尽相同。因此在组装前应仔细研究分析总装图、零件图,了解各零件的作用,特点及其技术要求,确定装配基准,通过装配,最后全达到产品的各项质量指标,模具制作精度和使用过程...
阅读(456)
发布于 2021-03-20

壁厚均匀 图 例 说 &nb...
阅读(427)
发布于 2021-03-20

冷冲压件结构设计:充分利用金属板料 图 例 说 明 &nbs...
阅读(477)