Solidworks中鼠标放大缩小正好与CAD中效果是反的如何处理?
发布于 2021-03-21
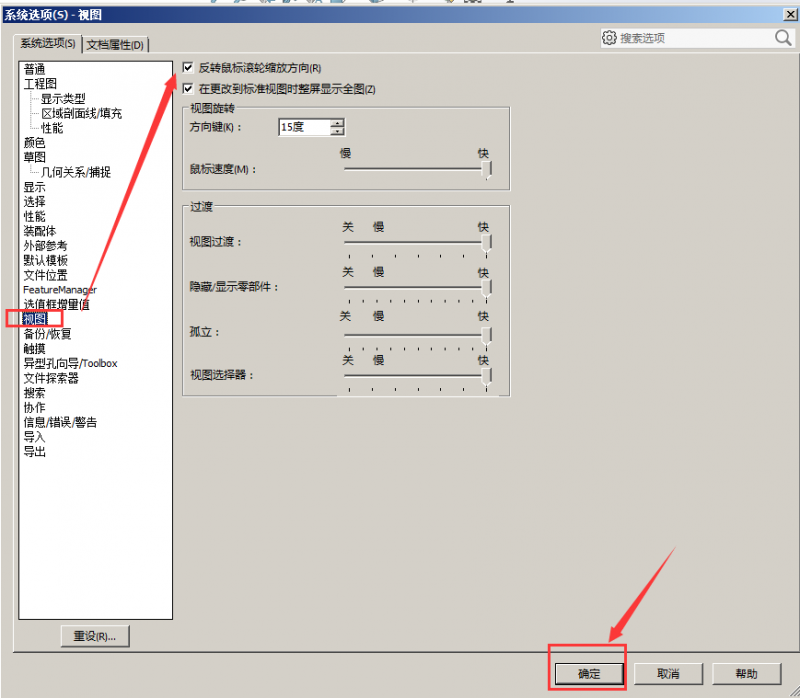
在Solidworks中点齿轮设置图标,按下图所示设置即可与CAD一样
阅读(662)
发布于 2021-03-21
在Solidworks中点齿轮设置图标,按下图所示设置即可与CAD一样
阅读(662)
发布于 2021-03-21
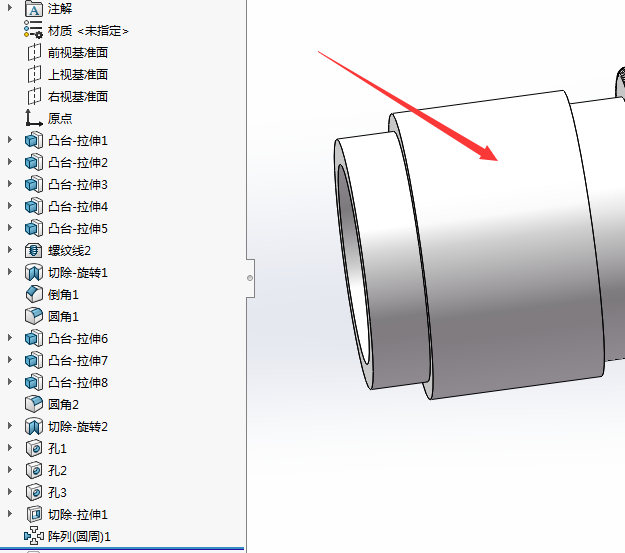
Solidworks如何快速做出实际的螺纹效果? Solidworks新版本提供了螺纹线功能 操作方法:点插入菜单—特征—螺纹线 设置需要的参数,打勾即可生成;整个过程只需10秒
阅读(490)
发布于 2021-03-21
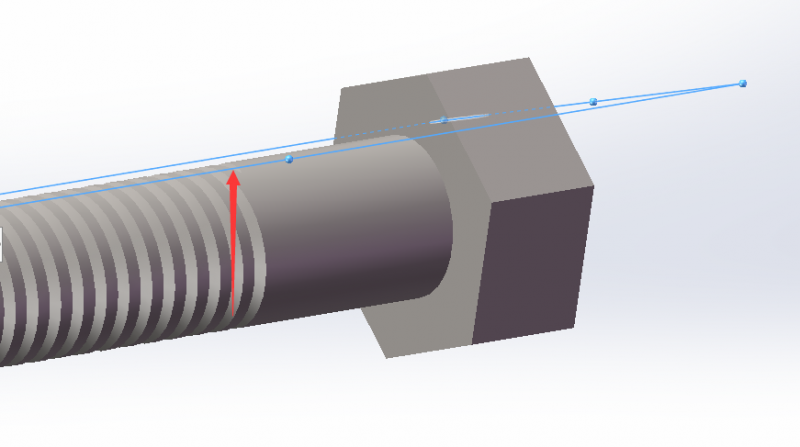
Solidworks中螺纹怎么收尾? 首先要在这个圆柱面上创建一个基准面 然后在Solidworks草图中复制这个螺纹三角边线 然后以这个基准面上画出下面这条线;做为扫描切除的路径 然后在Solidworks中用扫描切除 完成以下效果
阅读(446)
发布于 2021-03-20
模具碰撞伤痕是一件制品某部分发亮的现象。 其消除方法如下: ①凸模表面发亮的地方是强烈碰撞的痕迹。可用砂轮打磨发亮部位予以消除。另外,如压花等棱线错乱并发亮,这是由于rp、rd之间交错,或者接触太紧所造成,需加修正。 ②材料移动处发生的伤痕。 例如,侧壁等某部分发亮,这是由于某部...
阅读(696)
发布于 2021-03-20
裂纹是发生于凸缘延伸拐角处。当进行凸缘延伸加工时,为了保证形状精度,或将凸缘尽量增大,或者用拉深筋进行拉伸。 为此,当超出材料所具有的延伸率及拉伸极限时,就会发生内裂纹或壁裂纹。 原因及消除方法 ①制品深度偏大。 首先,变更一下其他加工条...
阅读(634)
发布于 2021-03-20
新模具在使用时应当特别小心,因为模具虽然经过仔细的出厂检验,但是由于所冲制的冲片数量很少,并不能完全检验出模具的所有性能。 为此,您应当注意一下几点: 1)模具上的模柄螺钉、打料螺钉是否松动。 2)导柱、导套是否干净清洁,有无润滑油;否则应...
阅读(566)
发布于 2021-03-20
后几年,高速加工,更确切地说是硬加工在工具和模具制造的加工工艺所占的比重将增长20%,这一评估并不是来源于一些有利益关联的机床制造厂,而是Fraunhofer(弗劳恩霍夫)生产技术研究所在2004年对德国600家模具制造企业进行调查后所得出的令人兴奋的...
阅读(623)
发布于 2021-03-20
1、引言 面对二十一世纪的国内建设形势,企业要适应市场经济的发展,作为国家支拄产业的汽车工业将加大轻、微、轿车的产量,因而对模锻件的精度提出了更高的要求。在生产过程中,提高模具寿命是一个复杂的综合性问题。所有锻压工艺,特别是净形和近似净形加工工艺,...
阅读(765)
发布于 2021-03-20
1、引言 面对二十一世纪的国内建设形势,企业要适应市场经济的发展,作为国家支拄产业的汽车工业将加大轻、微、轿车的产量,因而对模锻件的精度提出了更高的要求。在生产过程中,提高模具寿命是一个复杂的综合性问题。所有锻压工艺,特别是净形和近似净形加工工艺,...
阅读(585)
发布于 2021-03-20
1.首先考虑哪些壁厚处需要注气掏空,然后再决定如何用气道将它们连接起来 2.气道应均衡布置,并不能形成回路 3.气道的布置应与主要的料流方向一致,转角处应采用较大的圆角半径 4.气体喷嘴应置于距塑料最后充填处最远的地方,并置于壁厚处,要与浇...
阅读(661)
发布于 2021-03-20
三坐标测量机以其高精度高柔性以及优异的数字化能力,成为现代制造业尤其是模具工业设计、开发、加工制造和质量保证的重要手段。 三坐标测量机是模具质量保证的有效工具 三坐标测量机在模具行业中的应用相当广泛,它是一种设计开发、检测、统计分析的现代化的智能工具,更是模具产品无与伦比的质量...
阅读(656)
发布于 2021-03-20
模具包括冲压模、塑料模、压铸模、玻璃模、铸造模、锻造模等等。性能良好,高精度的模具能保证大量生产同一产品,使其生产效率大幅度提高,产品信赖性提高,而成本则大为下降,故模具工业常被成为“机械工业之母”。 近年来,世界模具工业发展很快,我国也奋起直追。国内模具公司、工厂的规模,数量和...
阅读(676)
发布于 2021-03-20
一、覆盖件冲模 1.拉延模 拉延模是保证制成合格覆盖件最主要的装备。其作用是将平板状毛料经过拉延工序使之成型为立体空间工件。 拉延模有正装和倒装两种型式。正装拉延模和凸模和压料圈在上,凹模在下,它使用双动压力机,凸模安装在内滑块上,压料圈安...
阅读(626)
发布于 2021-03-20
随着工业的发展,模具的需求量越来越大,模具寿命也愈来愈引起人们的重视。在生产中,很多模具存在易损伤,需频繁刃磨、修理等现象,严重地影响生产进度和产品质量。 823模具专用抗磨剂是北京邮电大学化学防护研究所彭道儒教授发明的《djb—823固体薄膜保护...
阅读(567)
发布于 2021-03-20
1)ESI(Earlier Supplier Evolvement 供应商早期参与):此阶段主要是客户与供应商之间进行的关于产品设计和模具开发等方面的技术探讨,主要的目的是为了让供应商清楚地领会到产品设计者的设计意图及精度要求,同时也让产品设计者更好地明白模具生产的能力,产品的工...
阅读(580)