出口模具一般设计要求
发布于 2021-03-20
当客户对模个无特殊要求时,出口模按以下标准进行设计。 唧咀必须作定位,有R四分之三之弧面与注塑机之喷咀相配,唧咀顶做四分之三R且要淬火; 水口要肯涔及转角位做R; 所有模具必须配定位圈,定位圈直径¢3.99; 方铁与B板及底板之间必须用管钉定位; 定位圈有4支螺丝位置及有斜角; ...
阅读(597)
发布于 2021-03-20
当客户对模个无特殊要求时,出口模按以下标准进行设计。 唧咀必须作定位,有R四分之三之弧面与注塑机之喷咀相配,唧咀顶做四分之三R且要淬火; 水口要肯涔及转角位做R; 所有模具必须配定位圈,定位圈直径¢3.99; 方铁与B板及底板之间必须用管钉定位; 定位圈有4支螺丝位置及有斜角; ...
阅读(597)
发布于 2021-03-20
一、 手机类 1、主机面 1.1产品图 1.1.1产品图胶位应均匀,如果发现产品某部位胶较厚(大于1.7mm),或者太薄(小于0.4mm)时,则应该发馈给客户,是否可以更改该部位尺寸,如:K320主机面,图(一)所示。 1.1.2产品应该有足够的脱模斜度,如果产品有较深骨位,则应...
阅读(484)
发布于 2021-03-20
一 、模具产生滑动的原因1模具滑动部分润滑不足.2模具滑动部分硬度不足3模具滑动部分的变形.二、 相关联的知识1模具由于射出压力的作用产生变形错位,过大的压力施加下模 具的滑动部而产生咬合的现象.所以模具的刚性要大.注意模具 各部分螺丝要拧紧、牢固。2-2 希望对滑动部分进行淬火...
阅读(471)
发布于 2021-03-20
模具脱销折断的原因 1脱模销的韧性不足 2脱模销的根部园角R不完全. 二 、相关联的知识 1脱模销孔同模具上的锁模具螺丝位置有关,所以脱模销既细又 长,因成型压力,易弯曲,也就易折断,因此这种销必须要热处理到既有十分的韧性又要有一定的硬度. 2-2由于销的应力集中大多集中在根部的...
阅读(476)
发布于 2021-03-20
制品产生厚度差异的原因 1-1 模具的偏差 1-2 由于射出模具的起皱 1-3 由于射出压模具的变形 相关联的知识 2-1 模具只要有稍微的偏差,就会使流入模具的熔融材料不均匀,刚开始对流入则施加了大的压力,使模具产生变形,偏差就越来越大(图A)。即使在模具不偏差的场合,如果是设...
阅读(452)
发布于 2021-03-20
产生色不均匀的原因: 1-1 色料分散不良 1-2 材料的热稳定性不足 相关联的知识 2-1 根据材料的性质,象颗粒状的颜料等呈薄片状的着色料,有材料流动后呈平行状的性质,因此在浇口溜边等部分呈现出无规则的方向性,结果显示出与其它部分不同的色调。通常无论什么色料,想除去融合部分的...
阅读(561)
发布于 2021-03-20
模具产生裂纹的原因. 1、模具刚性不足 2、模腔棱角的应力集中 二、 相关联的知识 1、模具的壁厚设计是模具设计的一个重要参数,进行强度计算(单纯张力简单计算),以确保模具所必要的厚度.还有,附加凹槽来利用模具的整体刚性. 3-2、在加工模腔的棱角时易产生应力集中,在此地方也易产...
阅读(509)
发布于 2021-03-20
制品产生熔结痕的原因: 由于溶融材料的先头部分冷却固化在合流不造成条状的熔结痕。 1-2 由于空气还有材料的挥发分被封闭 1-3 型腔内残留有脱模剂。 相关联的知识: 2-1 使用一个浇口,没有使材料从2个方向合流的制品一般没有熔结痕,除此以外,如果想避免熔结痕只能改变浇口的位置...
阅读(485)
发布于 2021-03-20
模具生锈的原因; 成型材料分解的生成物。 模具的回潮。 手汗。 相关联的知识; 2-1、成型材料分解的生成物(气体、残渣)对模具的腐蚀的最常见。为了防止模具生锈使用最广的是对模具型腔进行镀铬处理,但镀铬处理不能充分解决问题,因为分解生成物对销孔很深的部分也有腐蚀。而这些地方正是无...
阅读(547)
发布于 2021-03-20
产生浇口断裂的原因1-1 浇口附近的残留应力1-2 浇口附近的配向相关联的知识2-1 由于浇口附近的压力很大,不是产生残留应力就是产生配向问题,请参考裂纹这一节由于材料的差异4-1 PVC,丙稀类材料等因流动性不好
阅读(749)
发布于 2021-03-20
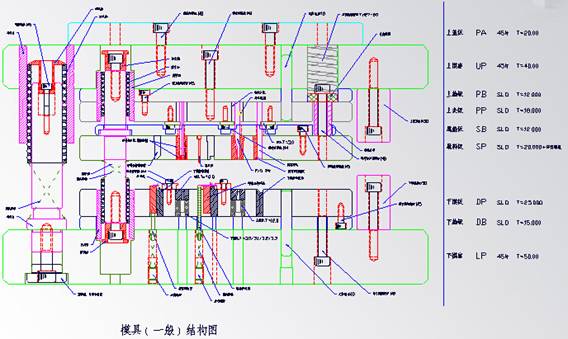
冲压模具的基本结构 一 模具的基本组成部分 上盖板 材质:45# (不需要热处理) T=20.00mm 代码:PA 硬度要求:自身硬度,无特别要求 主要作用:是使脱料弹簧的压力得以平衡,协调性好;将上...
阅读(583)
发布于 2021-03-20
八类模具行业刀具知识: 一、钻孔刀具类 1、直、锥柄麻花钻(φ0.5~φ50)2、直、锥柄扩孔钻(φ4~φ50)3、直、锥柄长麻花钻(φ1.5~φ50)4、套式扩孔钻(φ25~φ52)5、直、锥柄镶硬质合金麻花钻(φ5~φ50)6、直、锥柄锥面锪钻(φ8~φ80)7、a型...
阅读(456)
发布于 2021-03-20
一、钻孔刀具类 1、直、锥柄麻花钻(φ0.5~φ50)2、直、锥柄扩孔钻(φ4~φ50)3、直、锥柄长麻花钻(φ1.5~φ50)4、套式扩孔钻(φ25~φ52)5、直、锥柄镶硬质合金麻花钻(φ5~φ50)6、直、锥柄锥面锪钻(φ8~φ80)7、a型全磨制螺旋槽中心钻(φ1~φ6)...
阅读(537)
发布于 2021-03-20
模具的几个常用名词: 1.溶注口或水口(sprue) 塑胶由此进入模腔内,亦称主流道.溶注口瀙套连接喷嘴与模具,已形成标准件.有些母模板较薄的模具,不须瀙套,直接在模具上钻出溶注口. 2.冷料穴(cold-slug ...
阅读(517)
发布于 2021-03-20
在当代模具生产中,对塑件的雅度及作用要求是越来越高,而塑件内部布局计划及外形也是日趋纷乱,解放曲面所占比例连续增长,相应的模具布局计划也越来越纷乱。这些都对模具加工技能发起了更高要求,不但包管高的制造精度、外貌质量,并且要求加工外貌雅观。随着对高速加工...
阅读(464)